The ideal running clearance is 0.0025".
The ideal running clearance is calculated at 0.0025”. When honing to achieve your final bore size. It is recommended that at least 0.002 to 0.003” is removed in the honing process using M3F finishing stones.
These pistons have been picked to be within 2 grams of balance but can be balanced to tighter tolerances if required.olérances si nécessaire.
Make sure they are thoroughly washed. A final wash should be with the pins installed into the pistons. This will enable the pins to be free moving before press fitting onto con rods.
Pistons will need to be interference/press fitted by a professional.
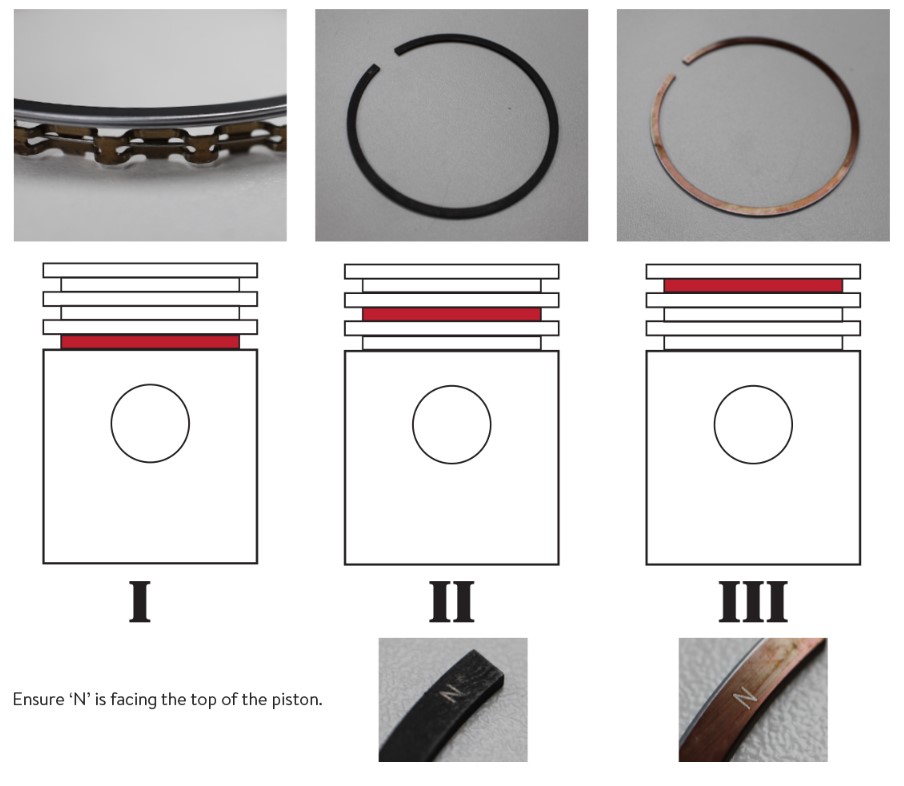
Piston rings need to be carefully washed and then assembled onto the pistons. See piston ring fitting guide for which groove each ring should be installed.
Make sure the piston ring gaps are equidistant apart.